
鼎亚加工中心三菱M80快速进给速度的功能及目的
文章出处:
人气:6387
发表时间:2019-03-29 03:42:48
鼎亚加工中心三菱M80快速进给速度的功能及目的
功能及目的:
可通过参数对各轴独立设定进给速度。可设定的速度范围在 1mm/min ~ 10000000mm/min 之间。但会根据机床规格
可通过参数对各轴独立设定进给速度。可设定的速度范围在 1mm/min ~ 10000000mm/min 之间。但会根据机床规格
限制上限速度。
关于进给速度的设定值,请参考机床规格书。
快速进给速度对 G00,G27,G28,G29,G30,G60 指令有效。
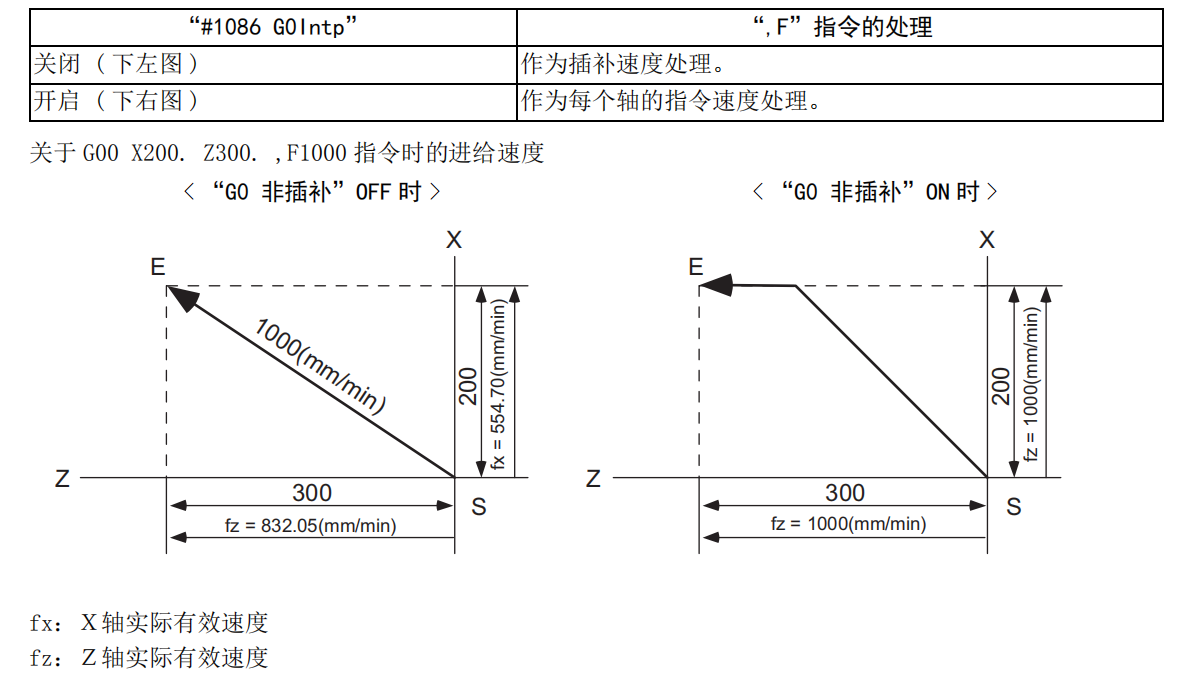
定位时的路径分为从起点到终点以直线进行插补的插补性,和以各轴最高速度移动的非插补型,通过参数 “#1086
G0Intp”进行选择。定位时的时间都相同。
在高精度控制、高速高精度控制Ⅰ、高速高精度控制Ⅱ、高速高精度控制Ⅲ、高精度样条控制、SSS 控制中,设定
高精度控制模式用快速进给速度速度后,以此进给速度移动。
高精度控制模式用快速进给速度的设定值为 “0”时,以快速进给速度移动。
可对各轴独立设定高精度控制模式用快速进给速度。
高精度控制模式用快速进给速度有效的 G 码指令为 G00,G27,G28,G29,G30,G60。
高精度控制模式用快速进给速度有时可通过 PLC 信号设置倍率。(PLC 信号的动作由机床制造商的规格决定。)
( 注 ) 快速进给速度
可根据 PLC 输入信号,可对手动和自动的快速进给设置倍率。分为两种类型,根据 PLC 规格决定。
类型 1:设定 1%,25%,50%,100% 的 4 阶段倍率。
类型 2:以 1% 为单位设定倍率,范围从 0% 到 100%。
G00 进给速度指令 (,F 指令 ):
利用本功能,可指定 G00 ( 定位指令 ) 及 G00 模式中的轴进给速度。
可通过加工程序指定换刀或龙门的轴移动速度,以重物等的移动抑制机床振动。
进给速度以外的其它动作由 G00 规格决定。
指令格式:
G00 X_ Z_ (Y_) ,F1000; ... 以 ,F 指令速度进行快速进给
,F 指定 G00,G00 模式中的移动、钻孔用固定与 G01 模式中的毎分进给 F 指令 (mm/min英制 / 公制切换对旋转轴无效。
详细说明:
指令格式:
G00 X_ Z_ (Y_) ,F1000; ... 以 ,F 指令速度进行快速进给
,F 指定 G00,G00 模式中的移动、钻孔用固定与 G01 模式中的毎分进给 F 指令 (mm/min英制 / 公制切换对旋转轴无效。
详细说明:
(1) “,F”指令仅对指令程序段有效。
(2) G00,G27 ~ G30,G60,G00 模式中,在向钻孔循环中的孔位置初始点移动的程序段以外的其它程序段,以及无
移动指令 ( 轴地址指令 ) 的程序段中指定了 “,F”时,“,F”将被忽略。
(3) 每转进给 (G95) 模式中的 “,F”指令也为每分钟进给。
(4) “,F”指令的动作因参数 “#1086 G0Intp”的状态而异。
(5) 无 “,F”指令时,在轴规格参数中设定的快速进给速度有效。( 注 1)
(5) 无 “,F”指令时,在轴规格参数中设定的快速进给速度有效。( 注 1)
此文关键字:鼎亚加工中心,三菱加工中心
















同类文章排行
- 自动换刀与加工连续性:现代数控机床的效率引擎
- 机械加工中如何避免刀具磨损
- 五轴加工多出的“两轴”是什么?
- 复合材料高精度加工:解决崩边、毛刺与精度偏差的全方案
- 面向高端制造:复材金属混合零件的精密加工指南
- 斗笠式刀庫換刀流程
- 炮塔铣床3号4号5号怎么区别
- 常用加工中心编程G代码大全,附加工编程的案例
- 数控铣床切削时刀具产生径向跳动的原因及解决方法
- 850加工中心常见故障分析
